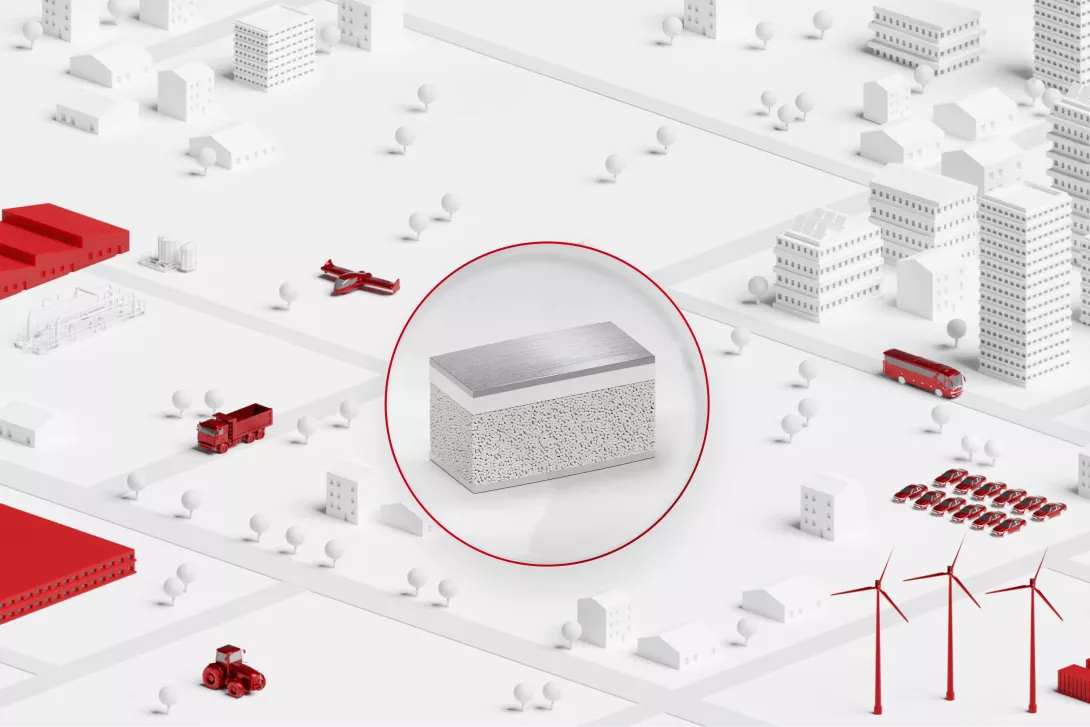
2.0 | .js-impactOverlay | show 6.0 | .js-impactOverlay | hide 11.5 | .js-changeOverlay | show 13.5 | .js-changeOverlay | hide 14.3 | .js-collageOverlay | show Your browser does not support the video tag 以影响力为导向 携手共进促变革 谋于思,践于行 业务方向 聚焦:新闻和最新趋势 保时捷管理咨询公司管理层变动 Federico Magno将加入MHP管理层 2023中国车市新趋势 企业要随时保持敏捷、重塑认知,不断探索新的模式 固态电池之争 固态电池发展新机遇 更多洞察 x n 我们为何能够打动客户 公司如何才能持续提高其价值? 稳定的收入是所有健康企业的基础。公司必须改善成本结构,建立弹性,同时稳定地创造价值,这为创新和增长创造了空间。 详见我们的服务 品牌如何保持其可信度? 有了明确的品牌标识。为了经受住时间的考验,品牌必须保持相关性并从人群中脱颖而出。这是每一个可持续和成功的销售战略的核心。 详见我们的服务 公司如何才能更快地将好的想法变成伟大的产品? 公司从想法到市场往往需要太长时间。我们找到巧妙的捷径,使创新更快地取得成果。 详见我们的服务 未来的工厂是什么样的? 它看起来像人和机器的协作智能,这提高了工厂运营的效率、可靠性和可持续性。智能工厂通过对数字化和自动化采取全面的方法而表现出色。 详见我们的服务 赋能我们的客户 消费品 消费品 航空航天 生命科学 交通运输 汽车行业 建筑行业 能源行业 金融服务 工业用品 面条厂的新作品 百味来是该领域的世界领导者,这并不是偶然,这家意大利公司对现状进行质疑的习惯是其中的重要原因。 前往成功案例 在创纪录的时间内回到计划中 当风暴扰乱了航班运行时,连带延误的风险非常大。达美航空与保时捷管理咨询合作,提高了其业务水平。 前往成功案例 毫不妥协的质量 保时捷管理咨询顾问为制药公司勃林格殷格翰设计了一套标准的规范。他们的目的是:建立出质量文化。 前往成功案例 夜班在路上 保时捷管理咨询帮助德国铁路公司在更短的时间内覆盖更多的区域,并提高客户满意度。 前往成功案例 通过咨询获取进展 在一项规模空前的行动中,奥迪公司将整个生产和物流部门及其50,000名员工置于一个全新的组织基础之上。 前往成功案例 工厂建造的房地产 位于比勒费尔德的家族企业Goldbeck是商业地产领域的创新领导者,但它没有放慢速度的计划,恰恰相反。 前往成功案例 回到未来 一个能源生产商的非凡转变:RWE核电有限公司正在拆除其运营多年的核电站。 前往成功案例 简化移动性 DKV移动服务集团以使企业客户使用加油卡而闻名,但它也正在成为一个数字和可持续交通服务的供应商。 前往成功案例 以突飞猛进的速度解决转型问题 位于图林根州耶拿市的光子学专家Jenoptik公司在巧妙的策略和保时捷管理咨询的协助下改变了业务方向。 前往成功案例 创新实验室:未来就在眼前 在保时捷管理咨询创新实验室,来自不同学科的专家,如设计和技术,将联手开创新的想法,并将其转化成具有开拓性质的解决方案。 阅读更多 加入我们, 丰富你的职业生涯。 发现更多 准备好革新了吗? 大胆尝试吧! 联系方式